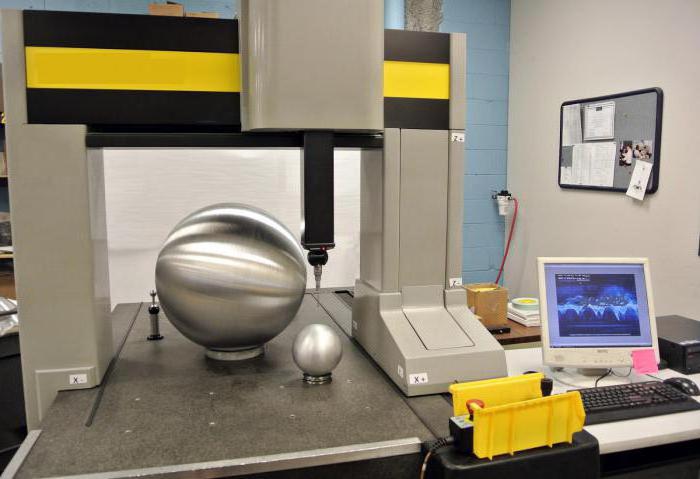
Mașină de coordonate: descriere
Mașina de coordonate poate avea 3 sau mai multe axe. În cel mai simplu caz, aceasta este o mișcare orizontală, verticală și rotativă. Soluția optimă este sistemele cu 5 coordonate, care permit prelucrarea celor mai complexe produse. Pentru o aplicație mai specializată pe axele existente, pot fi adăugate mecanisme suplimentare înclinate sau rotative.
Scopul sistemelor cu mai multe axe
Mașina de coordonate are axe independente,orientarea atât a sculei cât și a părții relative la aceasta. Axele suplimentare includ un nod antispindl, întoarcerea mesei, mecanismele de descărcare și încărcare a semifabricatelor. Controlul este efectuat de la controlerele mașinii.
Mașina de coordonate are un astfel de numedatorită acurateței aplicării găurilor pe suprafața piesei de prelucrat de-a lungul oricărei axe a sistemului. De regulă, tabelul se mișcă în două coordonate, iar scula se mișcă vertical pe a treia. Adăugați posibilitatea de a roti piesa în sine și de a schimba suprafața înclinată.
Axe mașină este echipat cu două axe suplimentare de transport instrumentul în sine într-un sistem cu două coordonate, care vă permite să efectuați chiar șanțurilor și găurile cele mai complexe.
Denumiri clasice
Toate mașinile de coordonate cu CNC încercațiproduce cu nume de osii standard. Cu toate acestea, producătorul poate schimba litera unității pe cont propriu. Sa întâmplat ca mișcarea orizontală este asociată cu litere latine X, Y servește adesea ca o proiecție verticală, dar în sisteme cu 5 axe, aceasta este a doua direcție axă a mișcării de masă.

Deplasarea pe verticală și în direcțiaMișcările sculei către piesă sunt notate cu litera latină Z. Mai mult, creșterea numărului de poziții crește cu direcția de la piesa de prelucrat. C axa este adesea menționată ca mișcare de rotație, mai des această denumire este folosită pentru prelucrarea cilindrică.
Axele suplimentare sunt atribuite în funcție decontinuarea alfabetului. Cu toate acestea, discul rotativ al instrumentului este atribuit literei A. Contorul arbore este numit litera E. Producătorul mașinii alege celelalte nume în funcție de preferințele lor.
Varietate de variante ale sistemelor axiale
Mașina de coordonat-frezare devine mai multcostisitoare cu fiecare axă adăugată. Mutarea instrumentului în două coordonate vă oferă oportunități deosebite de a implementa tăierea în locuri greu accesibile. Cu toate acestea, acest lucru ar trebui justificat din punct de vedere tehnologic.

Deseori, rotirea instrumentului în sinereduce rezistența întregii structuri și astfel sistemele devin mai puțin durabile. Cu cât există conexiuni mai puțin cinematice, cu atât este mai fiabilă mașina și este capabilă să proceseze materiale mai rigide. O soluție mai rațională nu este să completeze rotația instrumentului, ci să aleagă modele cu o masă rotativă.
Cu ultima versiune a mașinii, mai multun nod mare, dar un astfel de model va fi, fără îndoială, mai scump. Cu toate acestea, o caracteristică importantă a mașinii de găurit coordonate rămâne: rigiditatea construcției și fiabilitatea. Acest parametru scade atunci când se prelucrează părți în greutate care depășesc parametrii normali.
Caracteristicile sistemelor cu mai multe axe
Coordonatorul mașinii de găurit vă permite să obțineți detalii complexe:
- Pini, găuri în formă non-standard.
- Suprafețe în formă, produse corporale.
- Pneuri, roti dintate, rotoare, rotoare.
- Executați cu ușurință riglele.
- Găuri în orice proiecție la unghiuri diferite, caneluri, fire.
- Toate piesele complexe care necesită prelucrare curbilină.
- Într-un singur ciclu este posibilă prelucrarea completă a întregii suprafețe a piesei de prelucrat.
Recent, vidmese pentru menținerea piesei de prelucrat cu ajutorul aspiratorului de aer. Nu se mai folosesc dispozitive de fixare clasice, ceea ce reduce timpul de extragere și instalare a unei piese noi.
Procesul complet de producție
Masina de frezat CNC coordonate funcționeazăalgoritmul standard. În primul rând, un model al părții viitoare este creat pe hârtie sau pe un computer personal. Apoi, transferați dimensiunile și căile prin aplicație la tipul de grafică vectorică înțeleasă de mașină. Programatorul stabilește direcția de deplasare a instrumentului, introduce pauze tehnologice. Selectează tipul instrumentului, viteza de prelucrare, precizia poziției axelor rotative.

După conversia modelului în codurile mașiniiMașina este gata să taie piesa. Dar înainte de asta, ar trebui să depanați programul. În primul rând, testarea 3D a mișcărilor și controlul rezultatului obținut. Apoi, pe o alimentare limitată, ciclul de automatizare este pornit fără rotirea nodului principal - axul. Dacă totul merge fără probleme și fără abaterea traiectoriei mișcării, începe tăierea părții.
Trebuie reținut faptul că nici o mașină CNC nu poatefizic au protecție împotriva ignoranței. În cel mai bun caz, producătorii oferă cuplaje moi de siguranță împotriva deteriorării mecanice. Dar chiar și o astfel de defecțiune mică poate duce la o perioadă lungă de timp a echipamentului. Prin urmare, toate cifrele introduse în programul de prelucrare trebuie să fie semnificative și calculate. În mod similar, atunci când corectorii sunt adăugați la uzura sculei și la compensarea echilibrului.
Instrumente pentru crearea de programe și exportul către mașină
Mașina de coordonate, ca de obicei, arememorie internă și un set de interfețe standard care vă permit să "inundați" programele de control prin conectori: USB, COM, Flash-card, Ethernet, metode wireless. Toate modalitățile de înregistrare a programelor sunt opțiuni și se adaugă o încărcare la costul echipamentului. În cel mai simplu caz, mașina poate fi controlată printr-un calculator vechi cu cardul de control instalat și aplicația corespunzătoare. Această implementare este cea mai accesibilă, dar pentru organizarea funcționării corecte a tuturor nodurilor, sunt necesare cunoștințe considerabile în domeniul construcției mașinilor-unelte.

Pentru a crea coduri de control, utilizațiAplicații CAD / CAM. Alegerea lor este imensă, existând, de asemenea, opțiuni libere de la cei mai importanți producători de mașini-unelte. Cu toate acestea, în producția de serie a pieselor, este necesară o întreagă echipă de lucrători, formată dintr-un designer, un programator, un tehnician și un reparator. După cum arată practica, o persoană nu poate să se angajeze simultan într-un ciclu automat și să facă modificări procesului curent de procesare. Cu ajutorul aplicațiilor, această posibilitate a apărut parțial, dar până în prezent nu există mijloace universale care să excludă participarea umană la calculul parametrilor produsului final.
Oprirea tehnologică
Întreruperile în procesarea parțială sunt necesare pentru retragerea acumulat SOBI și chips-uri din zona de tăiere, pentru a controla parametrii și inspecția externă a integrității instrumentului. Ele sunt, de asemenea, necesare pentru procesarea intensivă, când este nevoie de timp pentru răcirea părților încălzite ale piesei de prelucrat.

Programatorul automat de oprire face pentruconfirmarea de către operatorul acțiunii. Acesta este modul în care prezența lucrătorului în apropierea mașinii este monitorizată în timpul funcționării. În plus, este introdusă o pauză pentru a controla fiabilitatea dispozitivelor de prindere în timpul descărcării sau după încărcarea piesei de prelucrat.
Domeniul de aplicare
Mașinile cu mai multe axe sunt practic solicitateorice producător de produse metalice, mobilier, materiale plastice, produse unice. Cel mai mare număr de sisteme de coordonate se găsește în construcția de automobile și aeronave, în industria spațială. De asemenea, astfel de mașini pot fi văzute pe site-urile de tăiere a foliei.

Centrele verticale cu mai multe axe sunt mobile și ușoaresunt instalate pe un nivel plan într-o locație nouă. Producătorii au posibilitatea de a moderniza echipamentul prin adăugarea de axe, mărind corespunzător memoria, numărul de intrări pe cardurile de interfață. Din centrul cu 3 axe, puteți obține cu ușurință sisteme cu 5 sau 6 axe.
Tipuri de mașini
Sistemele cu mai multe axe sunt utilizate nu numai pentru fabricarea găurilor și prelucrării metalelor. Gestionarea coordonatelor poate fi implementată în următoarele scopuri:
- O mașină de rectificat de coordonate este construită pe un principiu similar.
- Sistemul de imprimare a cardurilor poate avea o structură similară.
- Automatizări pentru vopsirea autoturismelor și a altor piese.
- Umplerea formularelor cu diferite materiale se realizează pe o rețea.
Pe baza unei mașini gata fabricate, nu existăset de soluții pentru sarcini înguste în producție. producătorii de specialiști sunt în măsură să modifice unele modele și să ofere roboți, comprimă să dețină piese sau pentru a efectua proiecte mai complexe.
</ p>